Čo je hnetač gumy a ako je štruktúrovaný
A hnetač gumy — tiež označovaný ako vnútorný mixér alebo hnetač typu banbury — je uzavretý vysokointenzívny miešací stroj používaný na miešanie surového kaučuku s prísadami, ako sú sadze, síra, urýchľovače, zmäkčovadlá a spracovateľské oleje. Na rozdiel od otvorených mlynov, hnetač gumy vykonáva miešanie vo vnútri uzavretej komory, čo dramaticky znižuje straty materiálu, zlepšuje rovnomernosť disperzie a umožňuje spracovanie zmesí citlivých na teplotu.
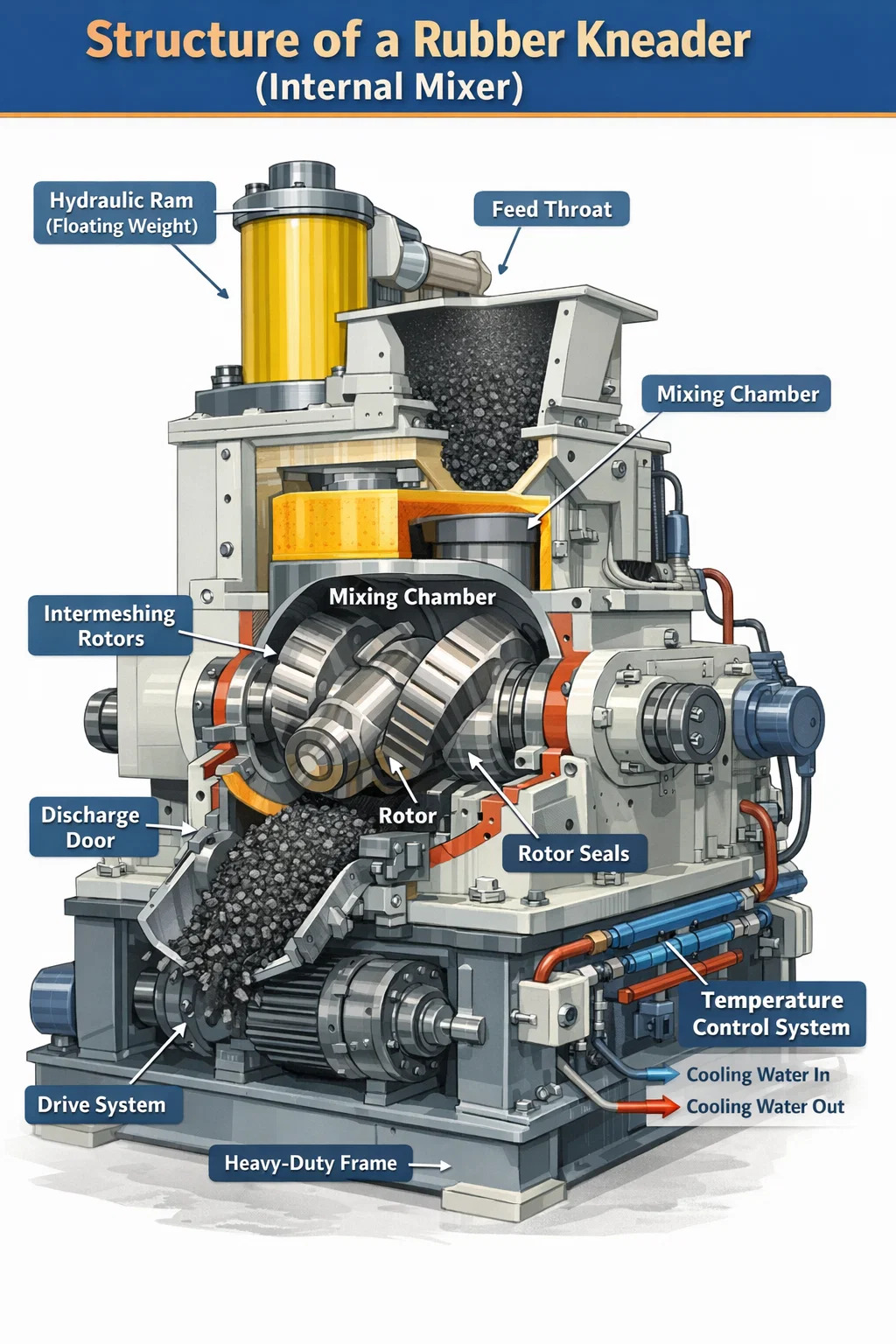
Štruktúra jadra gumového miesiča pozostáva zo šiestich primárnych systémov: miešacej komory, rotorov, hydraulického piesta (plávajúca hmotnosť), mechanizmu vypúšťacích dvierok, systému regulácie teploty a systému pohonu. Každý z nich hrá odlišnú mechanickú úlohu a pochopenie ich vzájomného pôsobenia odhalí, prečo sa vnútorné miesiče stali priemyselným štandardom pre výrobu gumy pri výrobe pneumatík, tesnení, hadíc a výrobkov z technickej gumy.
Samotné telo stroja je zvyčajne skonštruované z vysokopevnostnej liatej ocele alebo vyrobeného oceľového plechu s vnútornými povrchmi vytvrdenými alebo potiahnutými zliatinou odolnou voči opotrebovaniu, aby odolala enormným mechanickým silám vznikajúcim počas miešania – často presahujúcim 500 kN vo veľkokapacitných strojoch.
Miešacia komora: Srdce hnetača gumy
Miešacia komora je uzavretý priestor, kde prebieha všetko miešanie. Ide o dutinu v tvare osmičky opracovanú s extrémne úzkymi toleranciami, ktorá je navrhnutá na umiestnenie dvoch protibežných rotorov. Vnútorný profil komory nie je kruhový – jej steny sú tvarované tak, aby dopĺňali geometriu rotora, čím sa zaisťuje, že gumová hmota je nepretržite skladaná, strihaná a znovu vystavená povrchom rotora.
Objem komory je jednou z primárnych špecifikácií používaných na klasifikáciu miesičov gumy. Laboratórne stroje môžu mať objem komôr len 0,3 litra, zatiaľ čo vnútorné miešačky produkčnej triedy používané v továrňach na pneumatiky môžu presiahnuť 650 litrov. Bežné priemyselné veľkosti sa pohybujú od 20 l do 270 l, pričom faktory plnenia (pomer hmotnosti gumovej náplne k objemu komory) sú zvyčajne nastavené medzi 0,6 a 0,75.
Steny komory zahŕňajú rozsiahlu sieť vnútorné chladiace a vykurovacie kanály . V moderných gumených hnetačoch sú tieto kanály vyvŕtané priamo cez telo komory a spojené s uzavretým systémom regulácie teploty. Presné tepelné riadenie je rozhodujúce – viskozita gumy, účinnosť disperzie a kvalita zmesi závisia od udržiavania teploty šarže v rámci definovaného intervalu, často medzi 70 °C a 160 °C v závislosti od zloženia.
Komora je rozdelená na dve polovice – hornú časť tela a spodnú časť tela – zoskrutkované. Spodná polovica obsahuje záves vypúšťacích dvierok. Táto delená konštrukcia umožňuje prístup pre kontrolu, čistenie a výmenu vložky. Vložky komory vyrobené z kalenej ocele (typicky s hodnotami povrchovej tvrdosti 58–62 HRC) chránia konštrukčné teleso komory pred abrazívnymi kaučukovými zmesami a možno ich nezávisle vymeniť bez demontáže celého stroja.
Rotory: Definujúca súčasť dizajnu gumených hnetačov
Rotory sú mechanické prvky, ktoré skutočne vykonávajú miešaciu prácu vo vnútri komory. V miesiči gumy, dva rotory sa otáčajú v opačných smeroch s pevným pomerom otáčok , typicky 1:1,1 alebo 1:1,2, čím sa vytvára rozdielna rýchlosť rotora, ktorá generuje intenzívne šmykové napätie v mieste styčnej medzery medzi rotormi a medzi každým rotorom a stenou komory.
Geometria rotora je jedným z najviac navrhnutých aspektov vnútorného mixéra. V moderných miesičoch gumy sa používajú tri hlavné typy rotorov:
- Dvojkrídlové (eliptické) rotory: Pôvodná konštrukcia charakterizovaná dvoma špirálovitými lopatkami skrútenými pozdĺž hriadeľa rotora. Tieto vytvárajú vysoké šmykové sily a sú vhodné pre ťažko miešateľné zmesi, predzmesi sadzí a vysokoviskózne kaučuky, ako je prírodný kaučuk (NR) a EPDM. Vôľa hrotu medzi krídlom rotora a stenou komory je zvyčajne 2–6 mm.
- Štvorkrídlové rotory: Vyvinuté na zlepšenie disperzného a distribučného miešania súčasne. Prídavné krídelká zvyšujú frekvenciu skladania a preorientovania materiálu na otáčku, čo umožňuje rýchlejšie zapracovanie plnív. Štvorkrídlové rotory sú teraz štandardom vo vysokoprodukčných linkách na miešanie zmesí pneumatík.
- Šesťkrídlové (alebo viackrídlové) rotory: Používa sa v aplikáciách vyžadujúcich výnimočne jemnú disperziu plniva, ako sú zmesi pneumatík na báze oxidu kremičitého, kde je účinnosť silánovej väzby kritická. Tieto rotory vytvárajú jemnejšie, distribučnejšie miešanie s nižšími špičkovými teplotami.
Hriadele rotora sú duté a pripojené k systému regulácie teploty, čo umožňuje prúdenie chladiacej kvapaliny alebo pary cez interiér. Toto vnútorné chladenie rotora je nevyhnutné pri vysokorýchlostných miešacích operáciách, kde generovanie tepla trením môže spôsobiť predčasnú vulkanizáciu (spálenie) zmesi. Rýchlosť povrchu rotora vo výrobných hnetačoch sa zvyčajne pohybuje od 20 až 80 ot./min s niektorými strojmi s premenlivou rýchlosťou, ktoré sú schopné pracovať v celom tomto rozsahu v rámci jedného miešacieho cyklu.
Rotory sú na oboch koncoch podopreté odolnými valivými ložiskami uloženými v bočných rámoch stroja. Usporiadanie ložísk sa musí prispôsobiť radiálnemu zaťaženiu od tlaku gumovej zmesi a axiálnemu axiálnemu zaťaženiu generovanému špirálovými krídlami rotora. Ložiskové zostavy vo veľkých hnetačoch sú zvyčajne tiež chladené vodou, pretože trecie teplo v sedlách ložísk by inak podstatne znížilo životnosť.
Systém tesnenia rotora
Tam, kde hriadele rotora vychádzajú z miešacej komory cez bočné steny, tesniaci systém zabraňuje úniku gumovej zmesi pozdĺž hriadeľa. Toto je technicky jedna z najnáročnejších oblastí dizajnu miesičov gumy. Tesnenie musí obsahovať gumu pri tlakoch do 0,5–1,0 MPa, pričom hriadeľ sa otáča rýchlosťou, a to všetko pri zvýšených teplotách vo vnútri komory.
Väčšina moderných hnetačov gumy používa jedno z dvoch usporiadaní tesnení:
- Labyrintové tesnenia s gumovým tesnením: Séria opracovaných drážok a hrebeňov vytvára kľukatú dráhu, ktorá odoláva zloženému toku. V kombinácii so stlačenými gumovými tesniacimi krúžkami toto usporiadanie poskytuje účinné tesnenie pre väčšinu výrobných zmesí. Výmena obalu je rutinná úloha údržby, ktorá sa vykonáva každých niekoľko stoviek prevádzkových hodín.
- Mechanické čelné tesnenia: Používa sa v prémiových strojoch a aplikáciách s prísnymi požiadavkami na kontamináciu. Otočná plocha tesnenia pritlačená k stacionárnemu sedlu poskytuje pozitívnu bariéru. Tieto tesnenia môžu byť chladené vzduchom alebo vodou a ponúkajú dlhšie servisné intervaly ako tesnenia typu upchávky.
Hydraulický baran (plávajúca hmotnosť): Kontrola tlaku nad zmesou
Priamo nad zmiešavacou komorou je horný baran, ktorý sa bežne nazýva plávajúce závažie alebo hydraulický baran. Jedná sa o pevný blok z ocele alebo tvárnej liatiny, ktorý je tvarovaný tak, aby zapadol do plniaceho hrdla komory. Jeho funkciou je utesniť vrch zmiešavacej komory po naložení materiálu a počas miešania vyvíjať tlak smerom nadol na gumovú dávku.
Tlak barana je jednou z najdôležitejších procesných premenných v prevádzke miesiča gumy. Vyšší tlak piest tlačí gumovú zmes do tesnejšieho kontaktu s rotormi, čím sa zvyšuje intenzita šmyku a zlepšuje sa rozptyl. Avšak nadmerný tlak urýchľuje opotrebovanie rotora a vložky komory. Tlaky piest vo výrobných strojoch sa zvyčajne pohybujú od 0,2 do 0,8 MPa a sú aplikované prostredníctvom hydraulického valca namontovaného nad podávacím hrdlom.
Baranidlo je vedené vertikálnym valcom hrdla – presne opracovaným priechodom, ktorý udržuje baranidlo vycentrované a zabraňuje bočnému pohybu pod zloženým tlakom. Prachové tesnenie v spodnej časti hrdla zabraňuje migrácii gumy nahor okolo tela barana. Samotný baran je často vystužený a pripojený k okruhu chladiacej vody, aby sa riadila absorpcia tepla z gumy pod ním.
Hydraulický valec, ktorý poháňa baranidlo, je namontovaný na otočnom ráme nad telom stroja, čo umožňuje jeho vyklopenie, keď je kryt podávacieho hrdla otvorený na nabíjanie. Na automatizovaných výrobných linkách je cyklus barana riadený programom miešania – automaticky sa zdvihne, keď sa otvoria vyklápacie dvierka, aby sa uvoľnila dávka, a klesá a zablokuje sa ihneď po vložení ďalšej dávky.
V niektorých novších konštrukciách miesičov gumy, najmä tých, ktoré sa používajú na miešanie oxidu kremičitého a silanu, sa tlak barana dynamicky moduluje počas cyklu miešania – počas fázy silanizačnej reakcie sa dočasne zníži tlak, aby sa zabránilo prehriatiu, a potom sa znova zvýši na konečnú disperziu. To si vyžaduje proporcionálny hydraulický ventilový systém integrovaný s riadiacou jednotkou stroja.
Mechanizmus vypúšťacích dvierok: Uvoľnenie zmiešanej dávky
Vypúšťacie dvierka tvoria dno zmiešavacej komory. Po dokončení miešania sa tieto dvierka otvoria smerom nadol (alebo sa otočia na jednu stranu, v závislosti od konštrukcie), aby sa hotová dávka gumy uvoľnila gravitáciou do zariadenia po prúde – zvyčajne do otvoreného mlyna, dvojzávitovkového extrudéra alebo dávkovacieho chladiaceho dopravníka.
Dvere sú poháňané hydraulickým valcom a ich uzamykací mechanizmus musí počas miešania bez vychýlenia vydržať plný tlak vo vnútornej komore. Dokonca aj malé ohyby dverí môžu umožniť vytlačenie gumy do oblasti tesnenia dverí, čím sa urýchli opotrebovanie a spôsobí kontaminácia. Vysokokvalitné gumené hnetače využívajú viaceré uzamykacie skrutky alebo vačkový mechanizmus, ktorý rozdeľuje upínaciu silu rovnomerne po obvode dverí.
Čelo dverí (povrch, ktorý je v kontakte s gumovou zmesou) je zvyčajne pokryté tvrdenou oterovou doskou, ktorú možno nezávisle vymeniť. Teleso dverí obsahuje chladiace kanály pripojené k rovnakému okruhu ako steny komory. Gumový alebo elastomérový tesniaci krúžok sa nachádza po obvode dverí, aby sa zabránilo úniku zlúčeniny na rozhraní komory/dvierok – toto tesnenie je spotrebný materiál, ktorý sa vymieňa počas plánovanej údržby.
Čas otvorenia vypúšťacích dvierok je procesný parameter – rýchlejšie otváranie skracuje čas, počas ktorého je zmes po zmiešaní vystavená teplu, čo je rozhodujúce pre zmesi citlivé na teplotu obsahujúce vopred dispergované vulkanizačné činidlá. Vo vysokorýchlostných výrobných linkách, otvorenie dvierok a spustenie dávky sa dokončí v priebehu 3–5 sekúnd aby sa zachovala priepustnosť.
Systém kontroly teploty: Riadenie tepla v celom hnetači gumy
Riadenie teploty nie je pri prevádzke miesiča gumy voliteľné – je to základná požiadavka na kvalitu zmesi a opakovateľnosť procesu. Systém riadenia teploty zahŕňa tri zóny výmeny tepla: steny komory, telesá rotora a piest. Každá zóna môže byť ovládaná nezávisle.
Väčšina výrobných hnetačov gumy používa jednotku riadenia teploty vody (TCU) s uzavretým okruhom, ktorá cirkuluje temperovanú vodu cez všetky tri zóny. TCU môže ohrievať vodu pomocou elektrických ohrievačov alebo vstrekovaním pary a chladiť ju pomocou výmenníka tepla pripojeného k prívodu chladenej vody zariadenia. Cieľové teploty vody sa líšia podľa fázy procesu:
- Predhrievacia fáza: 60–90 °C voda, aby sa komora dostala na prevádzkovú teplotu pred prvou dávkou zmeny
- Stupeň miešania: 20-40 °C chladiaca voda na absorbovanie trecieho tepla a zabránenie prehriatiu zmesi
- Fáza čistenia: Preplach horúcou vodou alebo parou na zmäkčenie zvyškov zmesi pre ľahšie odstránenie
Teplota zmesi je monitorovaná termočlánkami alebo infračervenými snímačmi namontovanými v stene komory. Zložená teplotná spätná väzba v reálnom čase používa riadiaci systém stroja na úpravu rýchlosti rotora, tlaku piest a prietoku chladiacej kvapaliny, aby sa dávka udržala v rámci špecifikácií. V niektorých pokročilých systémoch na miesenie gumy sa miešanie ukončí automaticky, keď teplota zmesi dosiahne nastavenú hodnotu, a nie po pevnom časovom cykle – tento takzvaný teplotne riadený výsyp je konzistentnejší ako časovo riadený výsyp a znižuje variabilitu medzi dávkami.
Podrobnosti o chladiacom okruhu rotora a komory
Vo vnútri každého dutého rotora chladiaci okruh typicky sleduje špirálový alebo vŕtaný vzor, ktorý maximalizuje povrchovú kontaktnú plochu. Otočné spojky (nazývané aj otočné kĺby) na koncoch hriadeľov rotora spájajú stacionárne prívodné potrubia chladiva s vnútrom rotujúceho rotora bez úniku. Ide o presné komponenty, ktoré vyžadujú pravidelnú kontrolu a výmenu, pretože sa opotrebúvajú ich vnútorné tesnenia.
Chladiace kanály v stenách komory sú vyvŕtané v serpentínovom vzore cez blok komory, zvyčajne vo vzdialenosti 30–50 mm od stredu k stredu. Prietok chladiacej kvapaliny týmito kanálmi je navrhnutý tak, aby sa dosiahol dostatočný výkon odvodu tepla pre menovitý výkon stroja — pre 270 l miesič s hnacím motorom 2 000 kW musí byť chladiaci systém schopný nepretržite odoberať minimálne 1,5 – 2,0 MW tepelnej energie.
Pohonný systém: Prenos sily na rotory
Pohonný systém hnetača gumy pozostáva z elektromotora, reduktora rýchlosti (prevodovky) a prevodového usporiadania, ktoré poháňa dva rotory. Pretože sa rotory musia otáčať pri pevnom pomere otáčok voči sebe navzájom, sú spojené prostredníctvom do seba zapadajúceho ozubeného kolesa – ozubených kolies – ktoré zaisťujú synchronizáciu bez ohľadu na zmeny zaťaženia.
Hlavným hnacím motorom je takmer univerzálne striedavý indukčný motor s riadením pohonu s premenlivou frekvenciou (VFD) v moderných strojoch. Možnosť premenlivej rýchlosti je nevyhnutná pre optimalizáciu miešania v rôznych fázach zloženého cyklu – napríklad chod pri nízkej rýchlosti počas počiatočného rozpadu balíka, aby sa predišlo preťaženiu motora, a potom zrýchlenie na maximálnu rýchlosť na zapracovanie plniva. Výkon motora vo výrobných váhach na miesenie gumy s objemom komory:
| Objem komory (L) | Typický výkon motora (kW) | Rozsah otáčok rotora (ot./min.) | Spoločná aplikácia |
|---|---|---|---|
| 20–40 | 110–250 | 20-60 | Malá šarža, špeciálne zmesi |
| 75–120 | 500 – 900 | 20-70 | Stredne veľké pneumatiky a priemyselná guma |
| 200 – 270 | 1500 – 2500 | 20-80 | Veľkoobjemová zmes behúňa pneumatík |
| 400 – 650 | 3000 – 5000 | 15-60 | Veľkosériová výroba predzmesi pneumatík |
Prevodovka (reduktor rýchlosti) zníži otáčky motora na prevádzkové otáčky rotora, pričom znásobí krútiaci moment. V miesiči gumy musí prevodovka zvládnuť extrémne vysoký krútiaci moment – pre motor s výkonom 2 000 kW, ktorý beží rotory pri 40 otáčkach za minútu, môže krútiaci moment na hriadeli rotora presiahnuť 500 000 N·m. Prevodovka je zvyčajne usporiadaná s paralelným hriadeľom alebo pravouhlým usporiadaním s nauhličenými a brúsenými špirálovými prevodmi, uloženými v robustnom liatinovom alebo vyrobenom oceľovom puzdre s núteným mazaním.
Flexibilná spojka medzi motorom a prevodovkou absorbuje nárazové zaťaženie počas rozpadu balíka – náraz, keď rotor narazí na studený gumový balík, môže spôsobiť okamžité skoky krútiaceho momentu dva až trojnásobok menovitého prevádzkového momentu. Bez pružnej spojky by sa tieto hroty prenášali priamo na prevodovku a hriadeľ motora, čo by spôsobilo predčasné únavové zlyhanie.
Systém podávania a dobíjania
Plniace hrdlo je vertikálny priechod nad miešacou komorou, cez ktorý sa nakladá guma a prísady. Pri ručnej prevádzke sú gumené balíky a odvážené prísady vhadzované do hrdla operátorom alebo dopravníkom. V automatizovaných zlučovacích linkách je plniace hrdlo vybavené vyklápacím podnosom alebo pneumatickým pomocným zariadením na tlačenie materiálov dole do komory proti odporu rotorov.
Rozmery otvoru hrdla sú navrhnuté tak, aby akceptovali štandardné veľkosti balíkov gumy – hnetač s objemom 270 l má zvyčajne otvor hrdla približne 600 mm × 400 mm. Otočný protiprachový kryt alebo klapka uzatvorí hrdlo po nabití, aby zadržalo prach a výpary počas miešania. Niektoré stroje tiež obsahujú otvor na odsávanie výparov v kryte hrdla pripojený k centrálnemu ventilačnému systému – to je dôležité najmä pri miešaní zmesí obsahujúcich sadze, síru alebo prchavé technologické oleje.
Vstrekovanie tekutých prísad – pre procesné oleje, tekuté silány alebo špeciálne prísady – sa často vykonáva cez porty namontované priamo do steny komory alebo cez teleso barana. Tieto vstrekovacie dýzy musia byť navrhnuté tak, aby odolali tlaku v komore a teplote a zároveň poskytovali presné odmerané objemy, zvyčajne riadené dávkovacími systémami so zubovým čerpadlom integrovaným s programom miešania.
Rám stroja a konštrukčné komponenty
Celá zostava miesiča gumy je namontovaná na ťažkom konštrukčnom základnom ráme vyrobenom z hrubého oceľového plechu alebo odliatkov. Tento rám absorbuje reakčné sily z procesu miešania a prenáša ich na základ. Zapojené sily sú značné – veľký výrobný hnetač generuje oddeľovacie sily rotorov (sila, ktorá odtláča rotory od seba v dôsledku tlaku gumy), ktoré môžu dosiahnuť niekoľko stoviek kilonewtonov počas špičkového miešania.
Dva bočné rámy, jeden na každej strane miešacej komory, nesú ložiská rotora a zabezpečujú konštrukčné spojenie medzi komorou a základňou. Sú to často najviac namáhané komponenty v stroji a sú vyrobené z tvárnej liatiny alebo hrubej ocele s veľkými polomermi zaoblenia na zníženie koncentrácie napätia.
Úchyty na izoláciu vibrácií medzi základným rámom miesiča a základom budovy sú štandardom moderných inštalácií. Plne naložený veľký gumený hnetač počas rozpadu balíkov generuje značné vibrácie – bez izolácie sa môžu prenášať na konštrukciu budovy a ovplyvniť blízke prístrojové vybavenie alebo časom spôsobiť únavové praskanie v kotviacich skrutkách.
Riadiaci systém a prístrojové vybavenie v moderných hnetačoch gumy
Súčasné hnetače gumy sú vybavené riadiacimi systémami na báze PLC, ktoré automaticky riadia celý cyklus miešania. Riadiaci systém monitoruje a zaznamenáva nepretržitý tok procesných údajov:
- Teplota zlúčeniny (meraná pomocou termočlánku steny komory alebo infračerveného pyrometra namiereného na zlúčeninu cez priezor)
- Otáčky rotora (ot./min), plynule nastaviteľné pomocou VFD
- Odber prúdu motora, ktorý je úmerný viskozite zmesi a slúži ako nepriama miera príkonu miešacej energie
- Špecifický energetický vstup (kWh/kg), akumulovaný počas cyklu miešania
- Poloha a tlak barana
- Vstupné a výstupné teploty chladiacej kvapaliny pre každú chladiacu zónu
- Poloha vyklápacích dverí (blokovanie otvorené/zatvorené)
Špecifický energetický vstup je pravdepodobne najspoľahlivejším ukazovateľom úplnosti miešania pre mnohé kaučukové zmesi – napríklad disperzia sadzí úzko koreluje s kumulatívnym príkonom energie na kilogram zmesi, a nie so samotným časom. Moderné ovládacie prvky miesičov gumy umožňujú definovať programy miešania skôr podľa energetického koncového bodu než podľa časového bodu, čo automaticky kompenzuje odchýlky vo viskozite suroviny medzi jednotlivými šaržami.
Všetky údaje o šarži sa zaznamenávajú do databázy, aby bolo možné sledovať kvalitu. Integrácia s Manufacturing Execution Systems (MES) umožňuje prepojiť každý záznam o šarži s číslami šarží surovín, ID operátora a následnými výsledkami testov zlúčenín, čo umožňuje analýzu základných príčin, keď sa vyskytnú odchýlky v kvalite.
Kľúčové štrukturálne rozdiely medzi typmi hnetačov gumy
Nie všetky hnetače gumy majú rovnaké konštrukčné konfigurácie. Existuje niekoľko variantov dizajnu, ktoré spĺňajú rôzne výrobné požiadavky:
Tangenciálne vs. vzájomne prepojené rotorové miesiče
V tangenciálnom rotorovom miesiči (klasický dizajn Banbury) sa dva rotory otáčajú v samostatných kruhových dráhach, ktoré sú navzájom dotyčnicové – krídla rotora sa nezablokujú. To vytvára veľkú zmiešavaciu zónu medzi rotormi, kde dochádza k intenzívnemu strihu, vďaka čomu sú tangenciálne hnetače vysoko účinné pri disperznom miešaní stužujúcich plnív. Väčšina vyrábaných vnútorných miešačiek na celom svete používa tangenciálne rotory.
V miesiči s rotorom (ako je séria GK od HF Mixing alebo séria F od Farrel Pomini) sú rotory umiestnené bližšie k sebe a ich krídla sa pri otáčaní prekrývajú a do seba zapadajú – koncepcia podobná ako pri dvojzávitovkovom extrudéri, ale s oveľa kratšími a hrubšími lopatkami. Tento dizajn generuje zreteľne odlišný vzor prúdenia, čím sa dosahuje lepšie distribučné miešanie a nižšie teploty zmesi, za cenu o niečo nižšej intenzity disperzného miešania. Do seba zapadajúce hnetače sú výhodné pre silikónovú gumu citlivú na teplo, fluoroelastoméry a zlúčeniny, kde je kontrola teploty prvoradá.
Obrátené (obrátené) vypúšťacie miesiče
Niektoré konštrukcie miesičov gumy – najmä tie, ktoré sa používajú v kontinuálnych alebo polokontinuálnych výrobných linkách – nevypúšťajú spodné dvierka, ale naklonením celej zostavy miešacej komory tak, aby otvor komory smeroval nadol a zmes vypadla. Tento dizajn vypúšťania hore nohami umožňuje rýchlejšie uvoľnenie dávky a jednoduchšiu integráciu s následným spracovateľským zariadením umiestneným priamo pod hnetačom. Konštrukčným dôsledkom je podstatne zložitejší rám stroja s naklápacím mechanizmom a hydraulickým uzamykacím systémom.
Hnetacie stroje s otvorenou hornou časťou (Sigma Blade) vs. uzavreté hnetače typu Banbury
Stojí za zmienku, že v niektorých priemyselných kontextoch sa výraz „kaučukový hnetač“ vzťahuje aj na dávkové miesiče s čepeľou Z alebo sigma čepeľou — otvorené stroje v tvare žľabu s dvoma protibežnými čepeľami v tvare sigma alebo Z. Tieto sú štrukturálne úplne odlišné od uzavretého vnútorného mixéra opísaného v tomto článku. Hnetacie lopatky Sigma nemajú piest a tesniaci systém, pracujú pri atmosférickom tlaku a častejšie sa používajú na miešanie silikónového kaučuku, termoplastických elastomérov a prípravu lepidiel než na kaučukové zmesi s vysokým obsahom plniva.
Opotrebovateľné diely a konštrukčné prvky kritické pre údržbu
Pochopenie štruktúry miesiča gumy tiež znamená vedieť, ktoré komponenty sa opotrebúvajú a vyžadujú pravidelnú výmenu. Hlavné položky opotrebovania sú:
- Tipy rotora: Špičky krídel zažívajú najvyššie kontaktné napätie so stenou komory. V niektorých konštrukciách sú hroty rotora vybavené prekrytím tvrdým zvarom, ktoré je možné opätovne aplikovať na mieste. V iných sa vymení celý rotor, keď opotrebenie hrotu presiahne toleranciu – zvyčajne, keď vôľa medzi hrotmi a stenou vzrástla z navrhovanej hodnoty (2–5 mm) na viac ako 8–10 mm, v tomto bode sa účinnosť miešania merateľne znižuje.
- Vložky komôr: Časti obloženia steny sú vymeniteľné trecie platne, typicky s hrúbkou 30 – 50 mm, priskrutkované alebo zaskrutkované do telesa komory. Životnosť sa pohybuje od niekoľkých mesiacov pri abrazívnych aplikáciách až po niekoľko rokov pri miernej prevádzke.
- Tesnenia konca rotora (balenie): Vymieňa sa každých 300–1000 prevádzkových hodín v závislosti od typu zmesi a rýchlosti rotora. Odložená výmena upchávky vedie k zmiešanej kontaminácii ložiskovej oblasti a dramaticky zrýchlenému opotrebovaniu ložiska.
- Tesnenie výtlačných dverí: Elastomérové obvodové tesnenie na vypúšťacích dvierkach sa vymieňa počas plánovaných odstávok, zvyčajne každých 3–6 mesiacov v nepretržitej výrobe.
- Rotačné spojky na chladiacich okruhoch rotora: Každoročne kontrolované a prestavané vo väčšine zariadení, pretože opotrebovanie tesnení v týchto komponentoch môže spôsobiť vniknutie chladiacej kvapaliny do ložiskových puzdier.
Plánované intervaly údržby pre miesiče gumy v zariadeniach na výrobu pneumatík sú zvyčajne štruktúrované okolo 8-hodinových výrobných zmien, s menšími kontrolami každú zmenu, priebežnými kontrolami týždenne a veľkými generálnymi opravami ročne alebo každých 5 000 – 8 000 prevádzkových hodín. Dobre udržiavaný 270 l gumený hnetač môže dosiahnuť mechanickú dostupnosť presahujúcu 95 % v nepretržitej trojzmennej prevádzke.